

掃微信-恒歌科技

24h咨詢熱線:
13544009780
掃微信-恒歌科技
24h咨詢熱線:
13544009780在金屬增材制造設備運維體系中,氣體循環、真空抽吸、粉末輸送回路的過濾組件,是保障設備連續穩定運行、成品打印質量與粉末回收利用率的核心部件。激光選區熔化(SLM)、電子束熔化(EBM)等主流工藝設備,普遍采用不銹鋼燒結過濾杯作為核心過濾元件,主要用于截留打印艙內懸浮金屬粉塵與熔融煙塵,防護管路、真空泵、風機及精密傳感部件免受顆粒磨損與污染。
現階段行業主流濾杯孔徑分為 1μm、5μm、10μm 三類,也是設備配套、備件選型過程中最易產生困惑的環節。過濾孔徑并非精度越高適用性越強,選型需結合過濾介質、系統流量、粉塵負荷及現場工況綜合判定,盲目選用高精密孔徑會直接改變管路壓差、設備能耗與維保周期。
一、金屬 3D 打印設備選用燒結不銹鋼濾杯的技術依據
金屬粉末經高能束流熔融成型時,會產生大量超細懸浮顆粒。此類微小顆粒物隨保護氣體在密閉艙體與循環管路內流動,易侵入動力組件、真空單元及精密檢測器件,引發部件磨損、氣路紊亂等問題,進而影響打印環境的潔凈度與工藝穩定性。
相較于傳統濾紙、纖維類濾材,燒結不銹鋼濾杯具備耐高溫、耐金屬粉塵腐蝕、機械強度高、支持反吹再生與超聲清洗等特性,可滿足工業級設備長期連續運行要求,也是目前金屬 3D 打印氣路系統的標準配置。

二、1μm、5μm、10μm 濾杯核心參數與性能差異
過濾孔徑直接決定元件的截留精度與流體通流能力,孔徑越小,顆粒截留能力越強,同時氣路流通阻力同步上升,三類規格適用邊界區分明確:
1. 1μm 精密級過濾
該規格屬于高精度過濾范疇,可有效截留亞微米及細微米級懸浮顆粒,適用于對氣體潔凈度有嚴苛要求的閉環系統。 典型應用場景:高純氬氣循環回路、高精度粉末回收系統、管路終端精密防護過濾。 技術特點:截留效果優異,但氣路壓差上升速率快;在高粉塵負荷工況下濾層易發生堵塞,需按照規范定期開展反吹再生或超聲波清洗作業。
2. 5μm 通用級過濾
5μm 是當前金屬 3D 打印領域應用最廣泛的主流規格。針對行業常用 15~63μm 粒度區間的金屬粉末,該孔徑可截留絕大多數懸浮粉塵,同時將流通阻力控制在合理范圍。 綜合性能優勢突出:過濾效率與通流流量實現最優平衡,壓差增速平緩,元件使用壽命更長,整體維保成本更低。目前多數原廠設備的保護氣體主循環回路、真空泵前端防護過濾,均優先采用此規格,無特殊潔凈要求時,5μm 為通用性最優選型。
3. 10μm 粗效預過濾
10μm 定位為粗過濾元件,截留精度偏低,但通流截面積大、容塵量高,流體阻力最小。 主要用于系統前端預處理環節:粉末輸送管路防護、壓縮空氣前置過濾、真空系統前級過濾、氣體循環粗過濾。 技術特點:濾層不易被大濃度粉塵堵塞,運維間隔周期更長,可適配大流量、高粉塵負荷的惡劣工況。
三、過濾孔徑選型誤區:精度并非越高越好
在過濾系統設計中,過濾精度與運行阻力、使用成本呈相互制約關系,單純追求最小孔徑會引發多項運行隱患: 其一,流通阻力增大會抬高管路整體壓差,風機、真空泵需提升功率維持額定流量,直接造成設備運行能耗增加; 其二,細孔徑濾杯濾層致密,粉塵附著后堵塞速度加快,大幅縮短清洗、更換周期; 其三,頻繁的停機維保、元件更換,會降低設備稼動率,間接提升綜合運維成本。 因此,結合工況匹配對應孔徑,遠優于一味選用高精密過濾元件。
四、分場景選型標準與多級過濾方案
結合行業現場應用經驗,不同功能回路的濾杯孔徑選型參考如下:
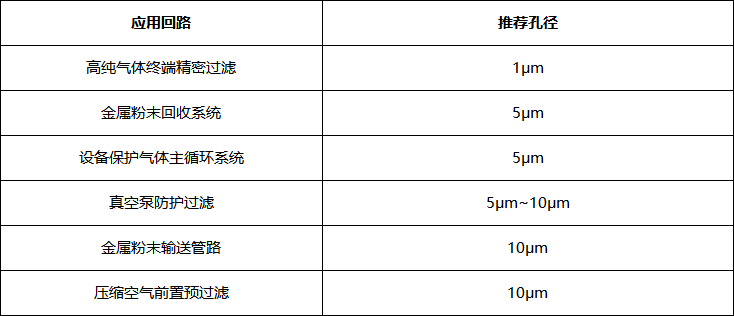
針對粉塵負荷偏高、連續作業時長較長的生產設備,建議采用多級梯度過濾架構:管路前端配置 10μm 濾杯完成粗過濾,攔截大顆粒粉塵;后端搭配 5μm 濾杯做精過濾。該組合模式既能保障整體過濾效果,又可大幅減輕精密濾層的負荷,延長核心過濾元件使用壽命。
五、總結
不銹鋼燒結過濾杯的孔徑選型,是金屬 3D 打印氣路系統設計與備件管理的重要環節,直接影響氣路流通效率、過濾效果及全生命周期運維成本。1μm、5μm、10μm 三類規格無絕對優劣,僅適配不同技術要求的工況:高潔凈度回路選用 1μm,常規生產系統優先 5μm,前端預過濾、大流量回路選用 10μm。
實際選型階段,需結合所用金屬粉末粒度、系統額定流量、工作壓力、預設維保周期等參數綜合評估,才能讓過濾組件發揮最優性能,保障設備長期穩定運行。
以上就是關于 金屬 3D 打印燒結過濾杯孔徑選型:1μm/5μm/10μm 參數差異與工況匹配方案! 全部內容;
版權保護: 本文由 燒結過濾器專家 原創,轉載請保留鏈接:http://www.fuwaifuzhuang.com/xinwendongtai/1627.html

聯系方式
電話:13544009780 | 郵箱:sales@hengko.cn | Q Q:2184633766


 訪問手機站
訪問手機站
微信二維碼
服務熱線